覃先生 13138883211
蔡小姐 13128107488
蔡小姐 13128107488
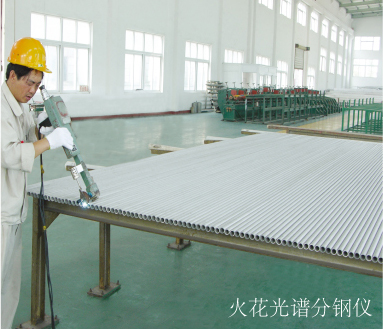
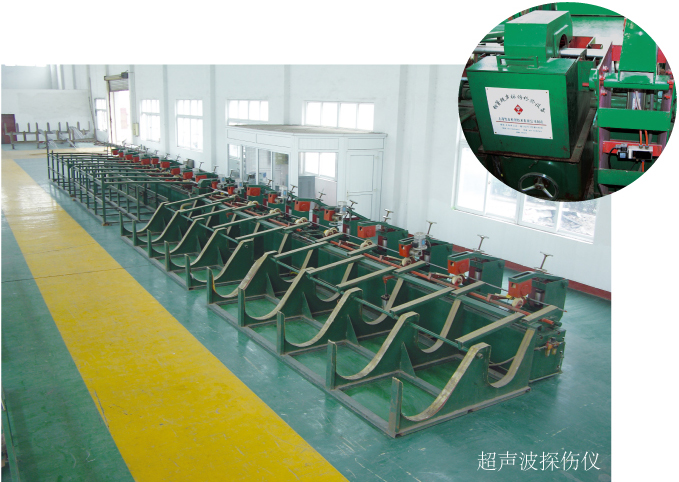
车间设备
Product Categories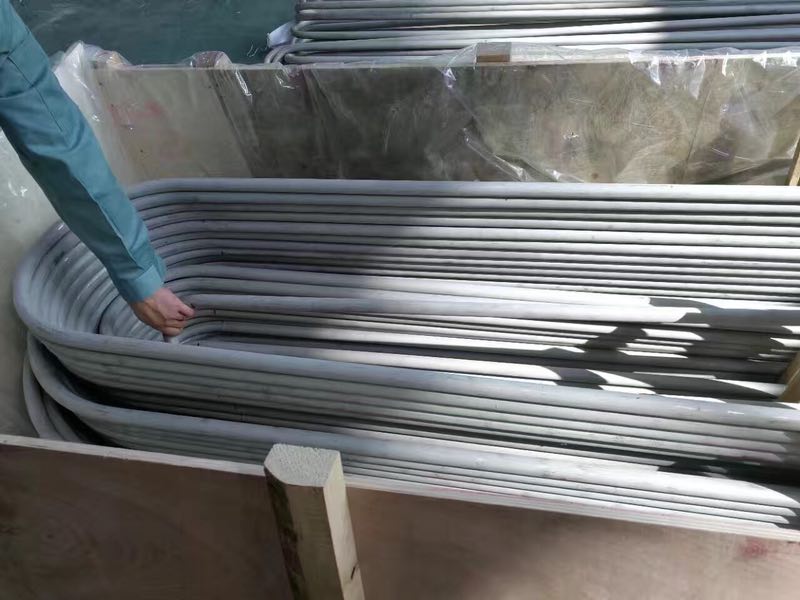
不锈钢管加工焊接以前应完全祛除危害于焊接的锈、漆料等,选中合适钢材牌号的焊丝。焊接時间距比碳素钢焊接间隔短,祛除焊穿时要应用不锈钢管刷。焊完之后,为了防止部分浸蚀或抗压强度降低,解决表面开展研磨解决或清理。
因为不锈钢管比一般原材料抗压强度高,因此冲压模具及其裁切时必须更高的工作压力,而刀与刀空隙精确时才可以不产生切变欠佳和加工硬底化,最好是选用低温等离子或激光器断开,当迫不得已选用氧割或电孤断开时,对热危害区开展研磨及其必需开展调质处理。
不锈钢管加工钣金折弯:簿板能够 钣金折弯到180,但以便降低弯面的裂痕同半径大小最好是2倍板厚的,厚钢板沿注塑方位时给2倍板厚半经,与注塑竖直方位弯折时给4倍板厚的半经是必须的,尤其焊接时,为了防止加工裂开解决焊接区开展表面研磨。
人们平常在开展不锈钢管钣金折弯加工时,理应按照制造要求开展总体的制造,次之在加工过程中还要针对易损坏地区多加解决,那样人们在加工以后,才能够 长期的去开展应用。
13138883211 覃先生
13128107488 蔡小姐
地址:深圳市宝安松岗街道碧头社区许屋路4号10栋103
不锈钢毛细管生产厂家,不锈钢管加工定制首选